Get combustible dust data, without delay


91% Rated Excellent Turnaround
90% Rated Excellent Response to Contact
83% Rated Excellent for Report Content
Free Operations Consultation
ISO/IEC 17025 Accredited
7–10 Day Turnaround as Standard
Get accredited combustible dust data to make smarter, faster and safer processing decisions.
End project delays with the UK’s fastest combustible dust testing service. Sigma-HSE delivers ISO/IEC 17025 accredited explosion hazard data in just 7-10 working days. We enable manufacturers, chemical processors, pharmaceutical facilities, and food production plants to maintain project schedules, close out DSEAR compliance gaps, and design appropriate explosion protection systems without the typical laboratory wait times.
Whether you’re assessing a new material, responding to a near-miss incident, or updating your basis of safety documentation, our accredited testing laboratory provides the defensible data you need to operate safely and legally.
End the cycle of delayed processing projects
Sigma-HSE understands that waiting weeks to receive a quote and then waiting even longer for your results isn’t sustainable for you, your project or your business.
- Business continuity: seamlessly react to last minute internal or external production requirements with certified data.
- Assess: understand your operating envelope, P&IDs and equipment specifications so you can properly assess change management.
- Compliance: swiftly close out DSEAR/ATEX recommendations to ensure complete regulatory compliance.
Integrating combustible dust testing data into your process project shouldn’t be difficult. Let Sigma-HSE speed up your material data collection journey.

Design and maintain safe processes with a logical ‘Basis of Safety’
Sigma-HSE has made combustible dust and powder testing as compact and comprehensive as possible by breaking it down into three main Basis of Safety approaches.
- Avoidance of Ignition Sources: your materials will be tested to determine how sensitive they are to specific ignition sources such as electrostatic discharges, mechanical sparks and hot surfaces.
- Explosion Prevention: we’ll help determine whether you can use inert gas blanketing to a level where combustion will not occur.
- Explosion Protection: the test data provided will determine whether containment, venting or suppression systems can be safely applied to your processes.
Based on the three above groups Sigma-HSE can create tailored testing packages to address each area within your industry.
Gather clarity, confidence, and control at every stage of your testing journey
Sigma-HSE simplifies the challenge of dust and powder testing by offering practical, expert-led support that fits seamlessly with your business operations and process safety strategy.
- Lifetime guidance: from your preliminary questions to the application of your report, you will receive expert guidance throughout and beyond your project lifecycle.
- Cross-functional support: maintain project oversight by connecting our range of specialist process safety testing, consultancy and compliance solutions from a single expert source.
- Bespoke-quotations: your dust testing requirements are unique to you. We’ll take the time to understand your materials and unit operations to provide you with a bespoke quote.
Sigma-HSE combines decades of expert insights with tailored testing solutions, to provide lasting support for you and your processes.

Understand the combustible nature of your dusts in 3 simple steps
Obtaining and integrating accredited combustible dust testing data into your process has never been so easy.
Step 1: Contact Us
Step 2: Prepare & Ship
Step 3: Your Report
Trusted by Over +1000 Businesses
Fast, reliable, reproducible combustible dust data you can count on
Gather accredited laboratory data to correctly identify and mitigate processes hazards without having to wait months for results or without having to pay tiered premiums.
Fastest UK Turnaround
Accredited QMS Data
Transparent Pricing
‘Basis of Safety’ Support
Discover Our Range of Combustible Dust Tests
Screening Tests
Determine if your material poses an explosion risk
Dust Combustibility (Group A/B)
Ignition Sensitivity Tests
Identify what can ignite your dust and at what thresholds
Minimum Ignition Energy (MIE)
Minimum Ignition Temperature (MIT)
Layer Ignition Temperature (LIT)
Dust Explosion Characteristics
Identify how your dust behaves after it ignites.
Explosion Severity Test (Pmax/KST) ST Classification
Minimum Explosible Concentration (MEC)
Limiting Oxygen Concentration (LOC)
Specialised Tests
Additional testing for specific operational scenarios
Burning Behaviour
Straightforward Quotes. Predictable Timelines.
Request Type | What We Need | Quote Turnaround | Testing Lead Time |
|---|---|---|---|
Single test (e.g. MIE, MEC) | Test type + sample type | ≤24 hours | 7–10 working days |
Multi-test package | List of tests + material details | 24–48 hours | 7–10 working days |
Full Basis of Safety Programme | Process overview + objectives | 1–3 working days | 7–10 working days |
Complex / non-standard materials and/or processes | Material data + use case | 2–3 working days | 7–10 working days |
Get in touch to find out how Sigma-HSE
can help you prevent dust explosion incidents
We’ll be your guide throughout your dust testing journey.
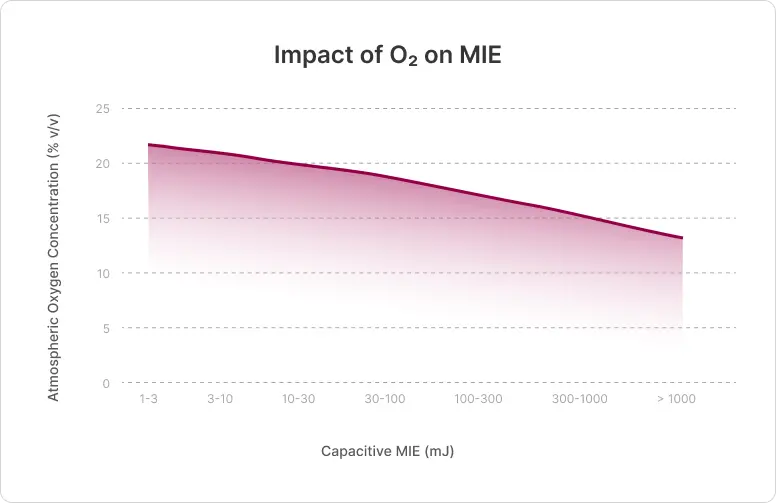
Using Bespoke Gas Mixtures to Plot the Impact of Oxygen Concentration on MIE value
Manufacturing Brand Supported Through Bespoke Hybrid Gas and MIE Testing

Dust testing solutions for every industry
Protect your employees.
Satisfy the regulators.
Drive product growth.
Start your combustible dust testing journey with Sigma-HSE
Frequently asked questions
Why is dust explosion testing important?
Dust explosions can cause catastrophic damage, fatalities, and regulatory penalties. Testing identifies your material’s explosive characteristics (ignition sensitivity, maximum pressure, and deflagration index), so you can design proper ventilation, implement effective suppression systems, and comply with ATEX and DSEAR regulations. Without testing data, you’re operating blind to potentially lethal hazards.
What parameters do you test for combustible dust?
We measure Minimum Ignition Energy (MIE), Minimum Explosive Concentration (MEC), Maximum Explosion Pressure (Pmax), Kst value (deflagration index), Limiting Oxygen Concentration (LOC), Layer Ignition Temperature (LIT), and Minimum Ignition Temperature (MIT). These parameters determine your dust’s hazard classification and required safety measures.
How long does dust testing take?
Our testing turnaround is 7-10 days from sample receipt to final report. Turnaround depends on the number of parameters tested and current laboratory capacity. Expedited testing is available, so please contact us with your deadline and we’ll confirm feasibility.
Can you help me scope my project?
Yes. If you’re unsure which tests you need, we’ll assess your process, material characteristics, and regulatory requirements to recommend the appropriate scope. Tell us about your operations and we’ll guide you to the right testing programme without unnecessary tests and gaps in compliance.
Do you offer post-project support?
Absolutely. After testing, we’ll help you interpret results, understand compliance implications, and plan risk-reduction strategies. Whether you need ventilation design guidance, equipment specifications, or help presenting findings to stakeholders, our team remains available.
What about testing discounts?
Discounts may apply for multi-material projects, new clients (10% introductory offer), or bundled packages. Share your project details and we’ll advise on any available cost-saving options.